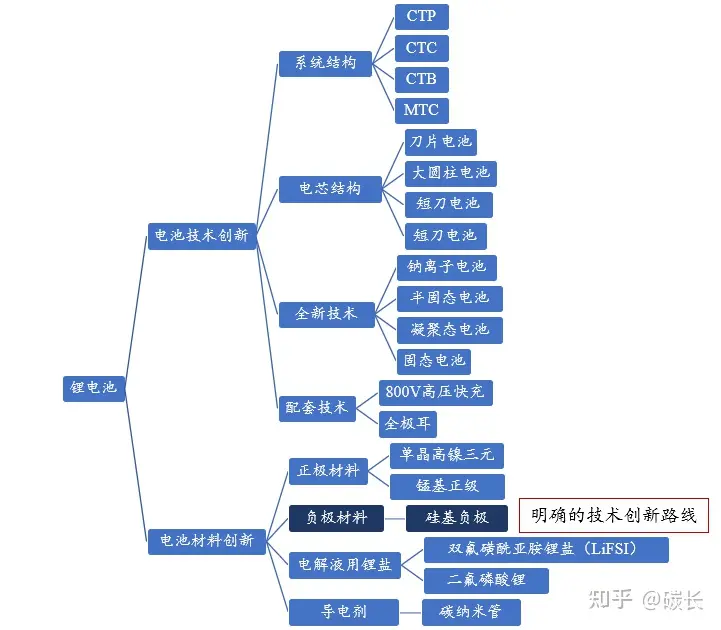
锂电池技术创新可分为电池结构技术创新和电池材料技术创新,负极材料硅基负极路径比较明确。
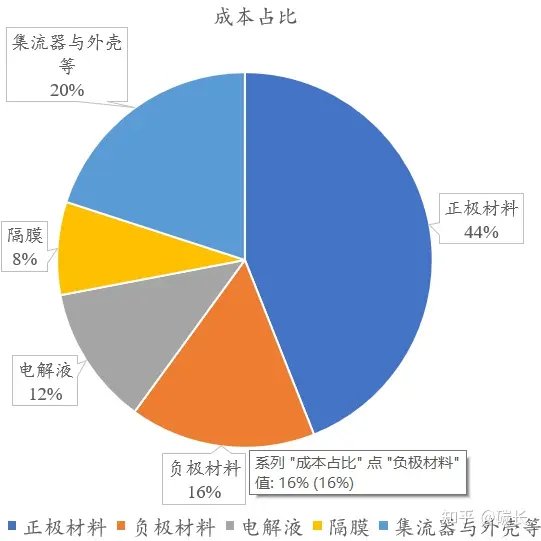
负极主要由碳材料或非碳材料、粘合剂和添加剂混合制成,涂抹于铜箔的两侧,后经干燥、滚压等工序加工完成。在锂电池充放电过程中,受电极电压作用,正极中的锂离子发生“嵌入”和“脱嵌”电化学反应,负极作为载体负责储存并释放锂离子并使电流从外电路通过。成本约占锂电池制造成本 8%左右。
石墨为嵌入式的典型代表,嵌入的Li插在层状石墨层间,形成不同的“阶”结构。随着Li的嵌入量增加,最终形成1阶结构,对应石墨的理论容量为372mAh/g,目前已达340-360 mAh/g。

锂电池的质量能量密度主要由正极克容量、负极克容量以及正负极电势差决定。 实验室测试显示, 电池比容量随着正极材料比容量的上升而显著提高, 而在正极材料比容量一定的条件下,负极材料比容量对电池的比容量的提升并非线性关系,在负极材料300mAh/g~1200mAh/g 阶段,电池比容量提升效果显著。
快充技术的发展需要电芯材料的革新相匹配。 快充技术也是锂电池技术进步的方向,石墨材料由于其层状结构决定锂离子必须从材料的端面嵌入,然后扩散至颗粒内部,致使传输路径较长,嵌锂过程较慢限制了锂离子电池的快充应用,同时其对锂电位( 0.05V)过低也致使在大电流充电过程中发生锂沉积副反应造成析锂,析出的锂金属以枝晶的形式生长,有可能会刺穿隔膜,危害电池安全。
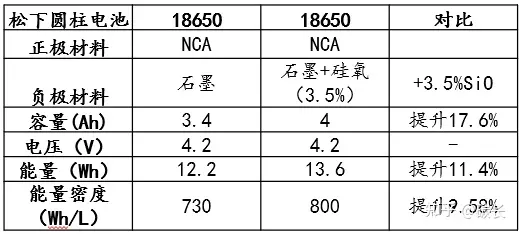
特斯拉 2020 年发布的 4680 电池采用硅基负极,能量密度达到 300Wh/kg。目前用户对能量密度需求越来越高,在石墨负极逐渐难以满足更高能量需求情况下,使用其他负极成为一种选择, 4680 电池作为特斯拉追求高能量密度的一种设计方案, 使用硅基负极,或将引领硅基负极应用趋势。
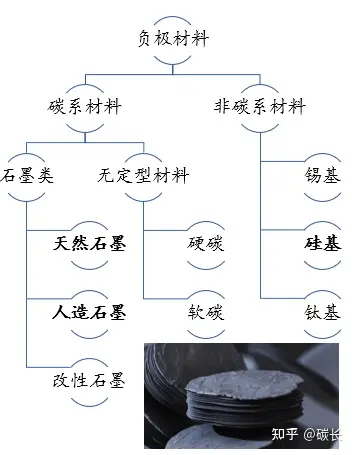
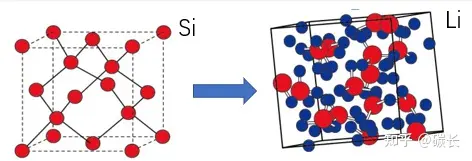
硅基负极理论容量高,石墨负极已逼近理论上限。 目前石墨负极材料的可逆比容量已接近理论比容量 372 mAh/g。因此为提升锂电池的能量密度,需开发更高比容量的负极材料。硅负极材料储锂机理与石墨负极材料不同,其主要是通过与锂形成 Li12Si7、 Li13Si4、 Li7Si3、 Li22Si5 等多种合金相,其中最高锂含量的合金相为 Li22Si5,硅和锂完成合金化反应,一个硅原子可以和4.4个锂进行合金化,其理论比容量高达 4200 mAh/g,是石墨负极 10 倍左右,是目前已知比容量最高的锂离子电池负极材料。采用硅基负极材料的锂电池质量能量密度可以提升 8%以上,同时每千瓦时电池的成本可以下降至少 3%。
| 性能对比 | 密度(g/cm3) | 嵌锂相 |
质量比容量 (mAh/g) |
脱锂电位(V) |
|---|---|---|---|---|
| 石墨 | 2.25 | LiC5 | 372 | 0.05 |
| 硅 | 2.33 | Li4.4Si | 4200 | 0.4 |
硅基负极安全性能更佳。硅基负极材料具有较低的脱嵌锂电位(~0.4V vs. Li/Li+),略高于石墨(~0.05V vs. Li/Li+),在充电时可以避免表面的析锂现象,而石墨负极电压平台接近锂的析出电位,易产生锂枝晶,枝晶刺破隔膜,将导致电池短路,威胁电池安全。
| 类型 | 天然石墨负极材料 | 人造石墨负极材料 | 硅基负极材料 |
| 理论容量 | 340-370mAh/g | 310-360mAh/g | 400-4,000mAh/g |
| 首次效率 | >93% | >93% | >77% |
| 循环寿命 | 一般 | 较好 | 较差 |
| 安全性 | 较好 | 较好 | 一般 |
| 倍率性 | 一般 | 一般 | 较差 |
| 成本 | 较低 | 较低 | 较高 |
| 优点 | 能量密度高、加工性能好 | 膨胀低,循环性能好 | 能量密度高 |
| 缺点 | 电解液相容性较差、膨胀较大 | 能量密度低、加工性能差 | 膨胀大、首次效率低、循环性能差 |
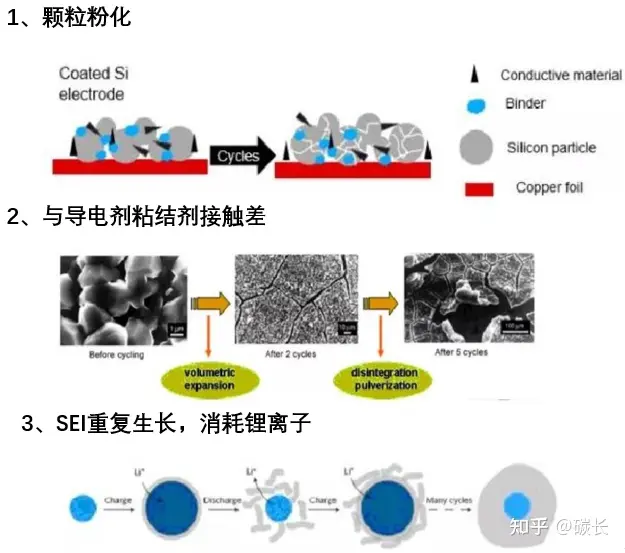
硅在锂化时的严重体积效应是硅基材料商业化的最大限制。 硅在完全锂化时,硅的体积会发生超过 300%的膨胀,巨大的体积变化会带来一系列问题。 1)体积效应导致电池内部应力大,容易挤压极片,造成硅负极材料产生裂纹直至粉化。 2)体积膨胀效应使得电极材料容易失去与集流体的接触,使得活性材料从极片上脱离,引起电池容量的快速衰减。 3)体积膨胀效应容易形成不稳定的固体电解质界面膜 SEI 膜,由于硅体积发生变化 SEI 会随之破裂,新暴露在表面的硅会生产新的 SEI 膜,同时会不断消耗电解液中的锂离子,导致不可逆的容量损失和低初始充电效率,并且 SEI 厚度会随着电化学循环不断增加,过厚的 SEI 层阻碍电子转移和 Li+离子扩散,导致阻抗增大。
其次,随着硅含量的提升,首次库伦效率会越来越低。硅材料的首次充电不可逆循环损耗最高达到 30%(石墨为 5-10%)。 电解液溶剂和锂盐发生副反应,会在锂离子电池的负极形成一层固体电解质相界面(SEI)膜,该反应会消耗锂。 体积变化使得 SEI 不能在 Si 电极表面稳定生成,SEI 层反复破裂,消耗大量 Li+离子;同时 SEI 厚度随着电化学循环不断增加,过厚的 SEI 层阻碍电子转移和 Li+离子扩散,阻抗增大,极化增加。